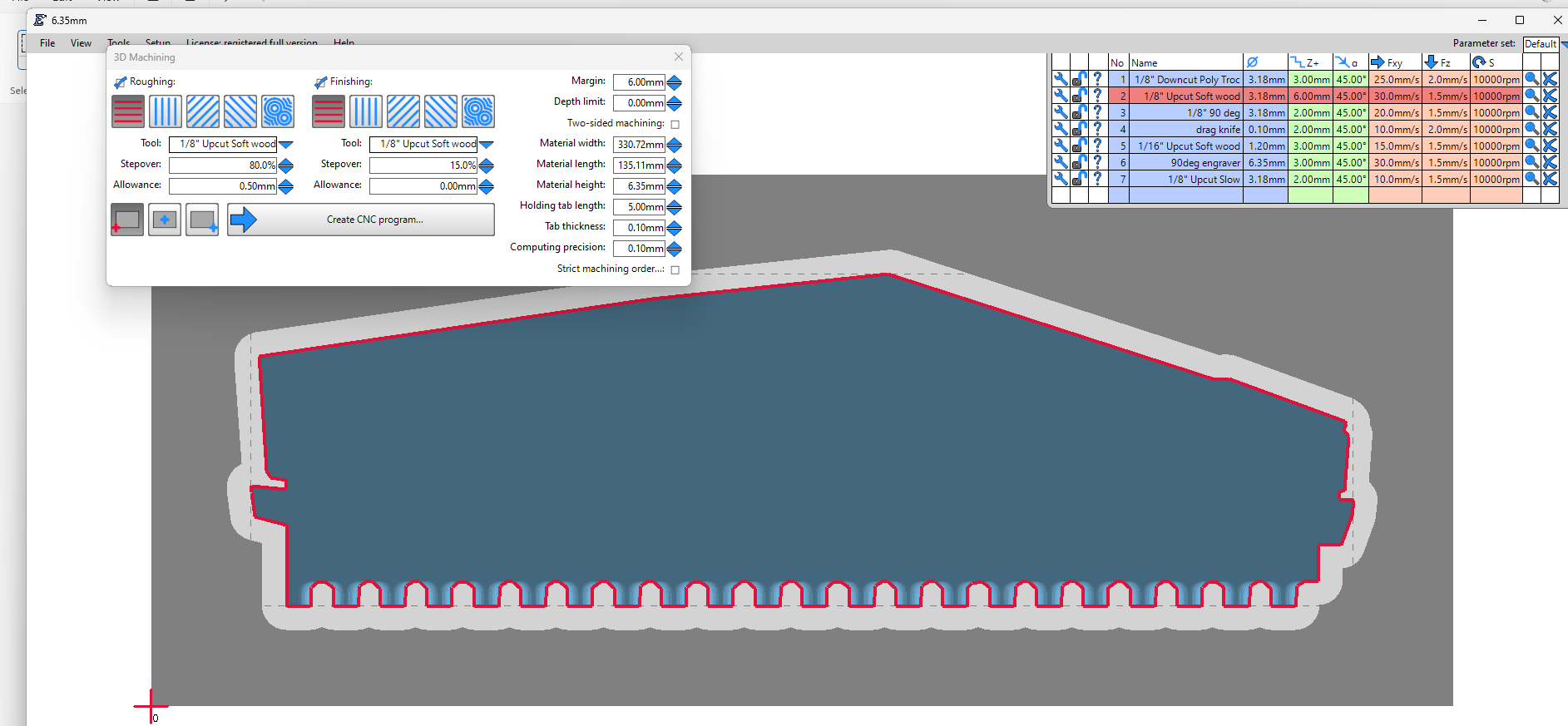
There a way to optionally “skip finish top surface” in EstlCam 3D Machining settings? Would like to reduce milling time, by skipping unrequired toolpaths for top surfaces of .STLs that are flat and same thickness as stock material.
Am observing finish pass will sweep over the entire top surface, a useful default behavior for many uneven models, or where stock is uneven. For my situation, am only wanting to rough and finish cut the 3D perimeter contour that has box joints with Jamie’s compound curves enabling CNC milling.
Am currently working around by disabling finishing, and doing a single rough pass, then separately configuring and saving .gcode for a 2nd “rough” only pass file has low stepover percentage and low allowance (i.e. it’ll actually be a fine pass). There’s other workaround options too (e.g. edit gcode, or, raise Z origin and save a single gcode with both rough and finish passes that takes ages but just cuts air when passing over the top).
Maybe I’m using the 3D Machining settings wrong, and/or others have run into this as well?
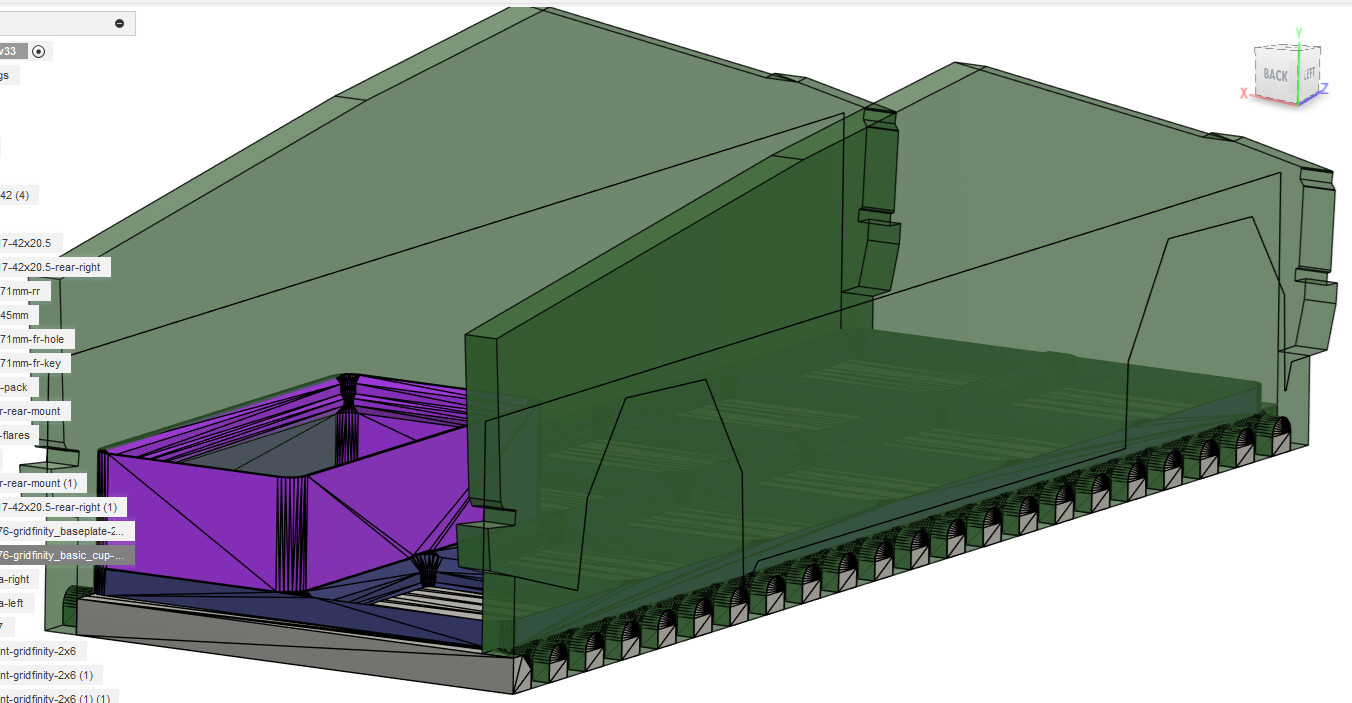
Making a goofy low priority open box dumpster/wagon. Figured this is an opportunity to try out Jamie’s Box joints milled flat approach for tight dogboneless CNC’d joints without needing to clamp stock vertically.
Will apply learnings to other projects…
|
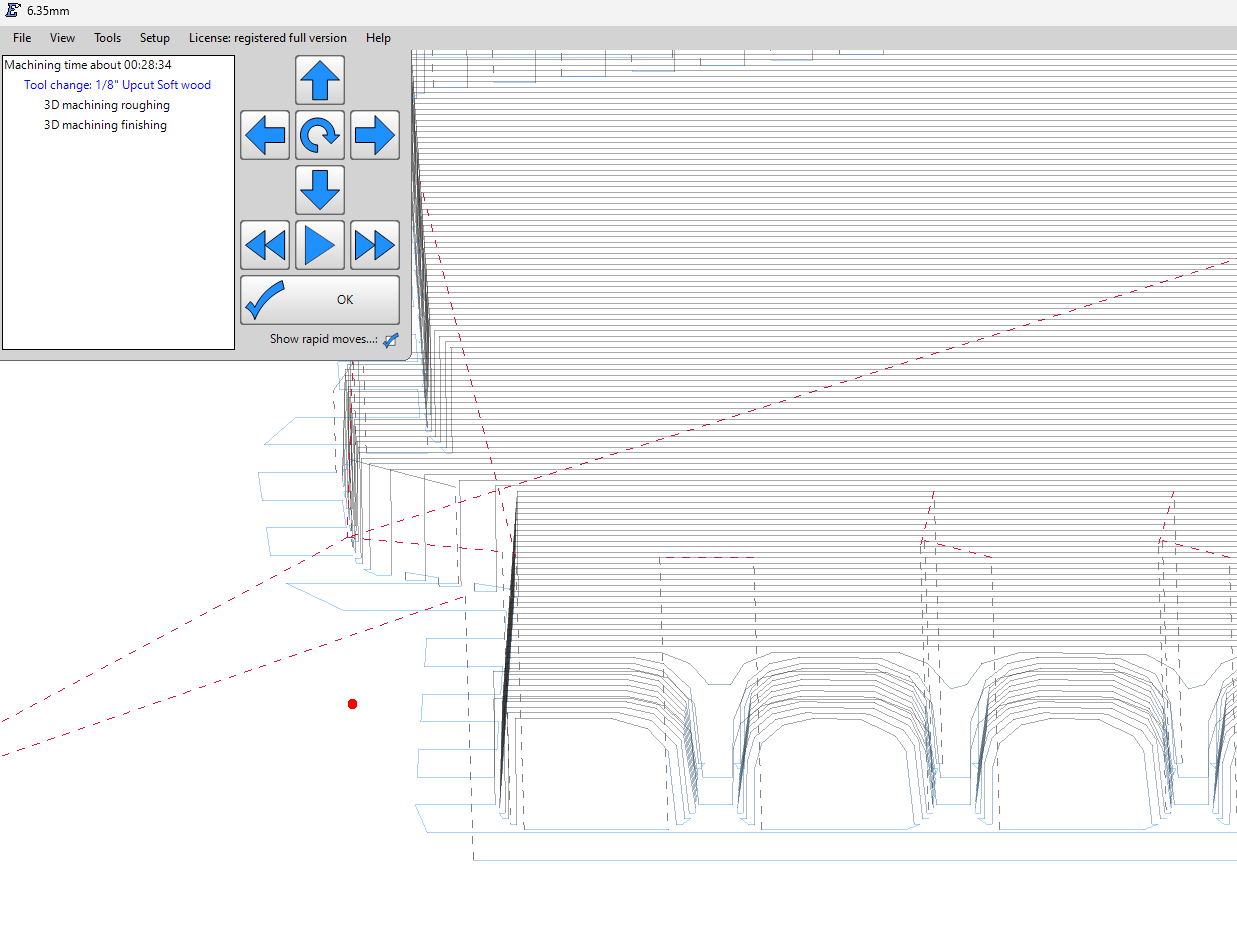
Actual behavior… Observing unrequired toolpath segments over stock’s flat top surface |
|
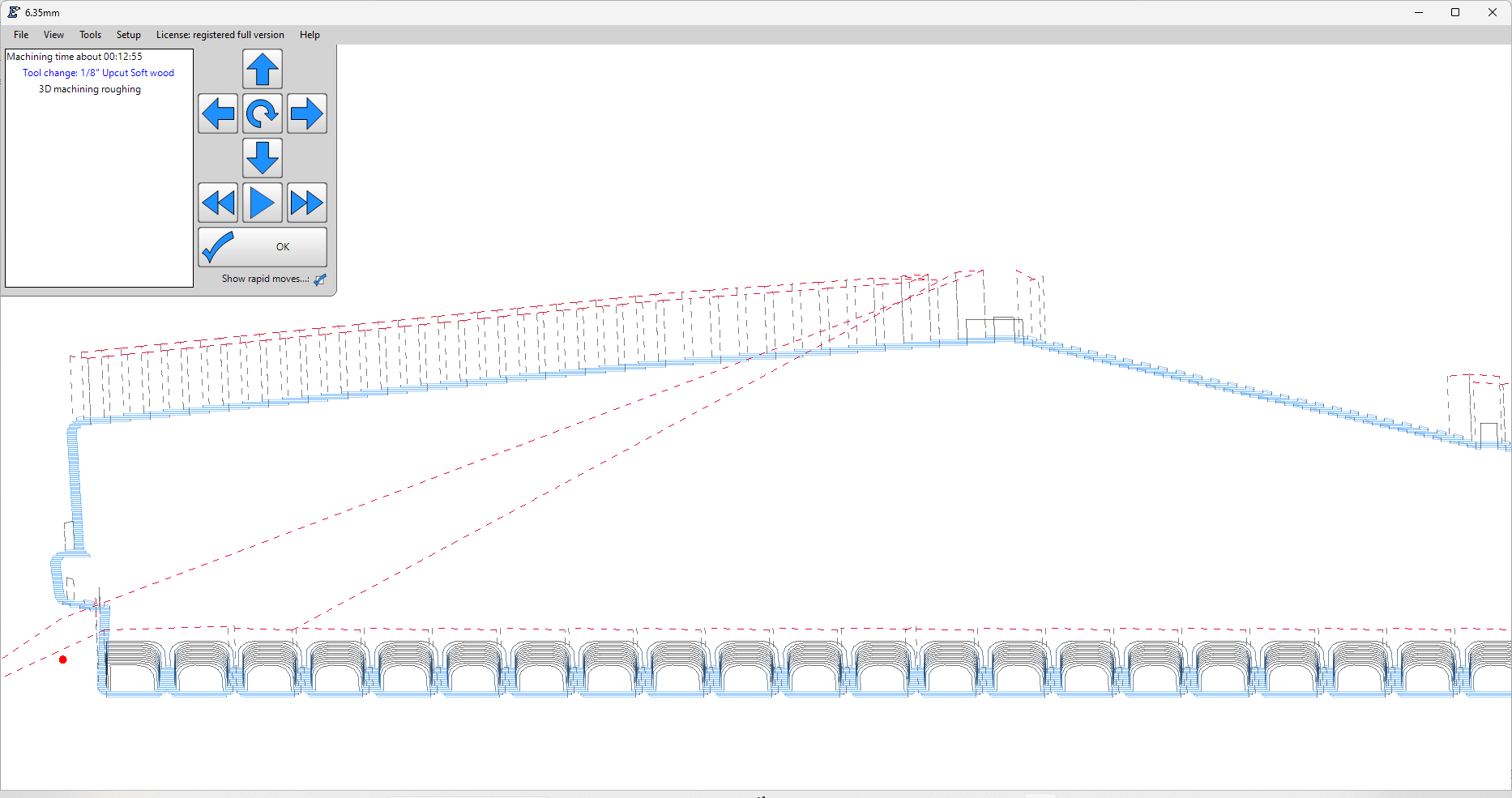
Expected/Desired behavior… Option to configure rough and finish 3D passes that skips finishing the top surface. |
EDIT: 3D printed test parts are too tight, tried editing offsetting faces for 0.2mm clearance, but ended up with Fusion not being able to handle all the OpenScad generated faces. Fusion just hangs…
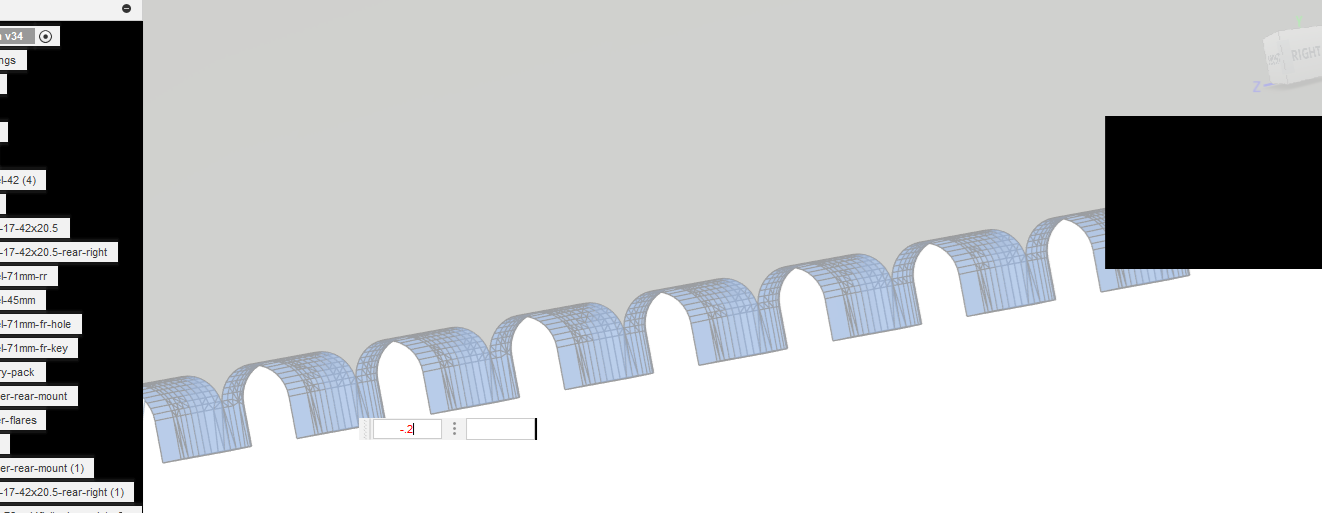
Will try recreating the compound curves using Fusion’s native Sketch and Solid operations, hoping Fusion’s internal model/parametric algos will handle better than the many thousands of faces/triangles in the OpenScad generated .STL model.