I am sorry still not grasping the start depth and tool path depth. And I apologize I am a visual learner and I’m just not getting it.
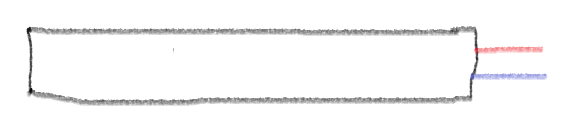
So the red line is the start depth and the blue line is the tool path depth?
And the end mill is just to save time with clean out
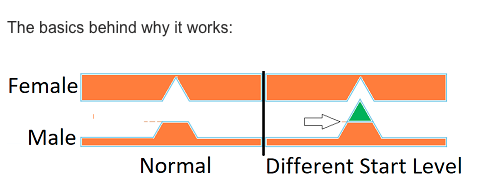
Yes, kind of. If you don’t set the start depth with a V-endmill, the plug won’t fit because the top of the plug will be as large as the top of the hole. That’s why we are cheating the program, making the plug smaller by starting off deeper without changing anything else about the form of the part.
It took me a while to get this as well. It will become obvious when you have done it once or twice.
I understand the cheat, I just dont understand how to do it. What I dont get is how do I get down to the start depth? All I can see in my mind is crashing the bit into the surface if I set start depth at 1.8 mm and cut down the 2 mm. Am I missing s step or just not getting it still. The start depth is 1.8 mm below the surface. How do I get to that depth? Thats where I’m confused.
You don’t, you zero at the top of the workpiece, it then cuts 3.8mm deep.
If that’s too deep, limit your DOC to 1mm, then it will do 2.8mm in the first pass, 1mm in the second pass.
I think the start depth leaves off part of the material above the surface. So it skips cutting the first 1.8mm of the male part which leaves room for the glue at the bottom of the inlay.
@Tokoloshe Do you have any screen shots of where you put each value in Estlcam? Thinking that might help him see “how to do it” But I didn’t scroll back up to see if you already shared those lol
Start depth in estlcam 11 is in the lower right property box when that item is selected. Like the third field I think. Never used that before. Wondered what it was for.
You normally use it when you have two pockets, like in my pencil cases. First pocket is 2mm deep, second, smaller pocket is 10mm deep, but it would be stupid to cut 2mm air, so you say it’s 8mm deep and set the starting depth to 2mm = 10mm deep pocket in total.
I’ve seen you refer to this as a technique for shallow inlays. One question is whether there is a depth where the principles get more difficult to apply.
If I wanted to do a deeper inlay, could I just adjust the starting depth as long as I kept a sufficient clearance plane? Or are there other reasons to use a different technique with deeper inlays?
To the original poster. Hang in there. Once the geometry makes sense, it gets way easier.
The starting depth has got nothing to do with the clearance plane, it always leaves that. It just tells the CNC to start below 0, so if your clearance was 3mm it is still 3mm above 3. I really don’t want to be an ass here, but my video deals exactly with how to do deeper inlays. That’s why it’s there. Shallow inlays are relatively easy.
If you have V-Carve it’s easier to restructure the toolpaths but still a pain. My video uses notepad. I now started to just run the first two programs until the toolchange and the third one completely. The final pass with the V-bit is completely fine at that depth.
Thanks very much. I’ll watch that video again. It’s been a while on that one.
It’s good info on the clearance plane too. I was always worried that if I set the starting depth too deep I might cause a collision at travel speed. It’s good to know the clearance plane is absolute.